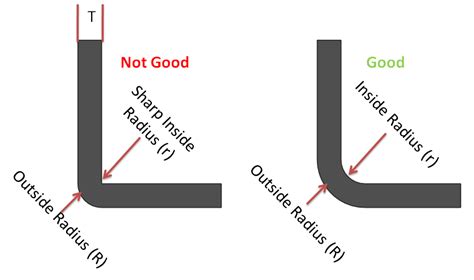
standard sheet metal bend radius A typical recommendation is 1t for all sheet metal parts, which means the smallest bend radius should be at least equal to the sheet thickness. For example, if the thickness of the sheet is 2mm, the minimum bend radius . Press brakes work well to shape and form various metal types, from stainless steel and aluminum to sheet metal and brass. Since these brakes carry ratings based on bed length and forming capacity, fab shops of different sizes can find a specific machine that meets their production needs.
0 · sheet metal inside bend radius
1 · sheet metal bending chart
2 · sheet metal bend radius guide
3 · sheet metal bend radius chart
4 · radius of regular 90 bend
5 · large radius sheet metal bending
6 · 304 stainless steel bend radius
7 · 304 stainless minimum bend radius
Junction boxes are used to connect cables to add socket, lighting points, extend circuits etc. They can also be used to make repairs where a section of cable needs to be replaced. Junction .
A typical recommendation is 1t for all sheet metal parts, which means the smallest bend radius should be at least equal to the sheet thickness. For example, if the thickness of the sheet is 2mm, the minimum bend radius .
The sheet metal bending radius is a critical value in sheet metal drawing that can be difficult to determine during the actual processing. This radius is dependent on the material thickness, the pressure of the press brake .
sheet metal inside bend radius
sheet metal bending chart
Sheet Metal Bend Radius Guidelines Here are a few key concepts to know about designing for sheet metal Brackets, covers, cabinets, chassis, electrical enclosures.The bend radii listed are standard minimum if manufacturing for aircraft and aerospace applications. Since commercial sheet metal bending can be done with less concern for . What is the industry standard bend radius for precision sheet metal parts? The industry standard bend radius is 0.030", which ensures consistent, high-quality parts with solid structural integrity. Will adjusting the bend radius . Bending Radius. To ensure the bending strength of the sheet metal, the bending radius should be greater than the minimum bending radius specified for that particular sheet metal material. The minimum bending radii .
The bend radius refers to the inner radius of curvature in a bent metal part, where ‘t’ represents the material thickness. This parameter is crucial in sheet metal fabrication and structural design. During the bending process, the . Factors Influencing the Minimum Bend Radius. The minimum bend radius of the sheet metal is affected by several factors, each of which is of specific importance in determining the most desirable degree of bend that would prevent collapse or paper deformation. tAng factors include:. Material Type: Different materials have varying levels of ductility and tensile strength, . Here you can specify many of the sheet metal specific properties including bend radius, K-factor, and bend relief dimensions. These can be fixed values or formulas based on the material thickness. (Note: you can find all of .I'm used to +/-.030" as the standard tolerance for bent sheet metal parts without really thinking about it. Tighter can be achieved, so +/-.015" seems reasonable if that's what you need. . Also, verify your CAD bend radius are what the shop is using. Sure CAD can give you a default radius of material thickness, but most shops arent going to .
Recommended inside bend radius for sheet metal parts should be equal to material thickness. For hard materials (Stainless steel, CRCA), an inside bend radius equal to 0.65 times of sheet thickness is also enough. Sheet Metal Bending Calculation. Bend Allowance (BA) BA = [(0.017453 × Inside radius) + (0.0078 × Material thickness)] × Bend angle, which is always complementary. The length of the neutral axis is calculated as a bend allowance, taken at . Question: My co-workers and I have been reading your columns to help us understand what tooling our shop will need to avoid overstressing our materials with small dies. We air bend our 0.125-inch-thick 5052-H32 aluminum with a 1-mm punch and 16-mm die. Based on your columns, the inside bend radius should be 13 to 15 percent of the die opening.
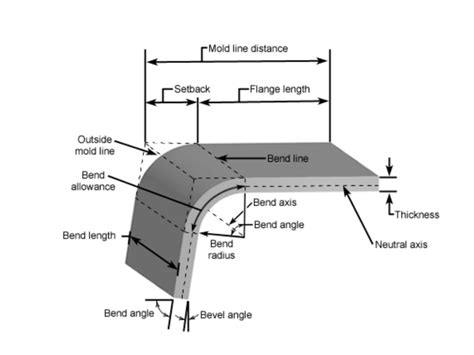
The minimum sheet metal bending height should be calculated as 2 times the thickness of the sheet metal plus the bending radius, i.e., H ≥ 2t + R. As illustrated in the accompanying figure, if the bending height is too low, the sheet metal is prone to deformation and twisting during the bending process , leading to suboptimal part shape and . IV. Press Brake Bend Radius Calculation. The 8 times rule is a general guideline for determining the V-shaped die opening, suggesting that the V-die opening should be 8 times the material thickness. However, there is no exact formula for determining the ideal bend radius for sheet metal, but under certain specified force conditions, the bend radius can be estimated .The tables below show bend radii and minimum bend sizes for materials and tooling combinations stocked by Protocase. We go beyond the general rules of sheet metal bending, as our customers want tight bend radii for sheet metal parts. It is possible to choose other bends if you require, but additional lead time and tooling charges may apply.
We recommend a minimum bend radius of 1t for all sheet metal parts. Thus the smallest radius of any bend in a sheet should be at least equal to the thickness of the sheet. For example, if the thickness of the sheet is 1 mm, the minimum bend radius should be 1 mm. Below is Xometry's minimum bend radius reference table which is based on . Sheet Metal Bending Radius refers to the minimum radius that can be applied to a sheet metal component where its flange originates from. Bending radii are usually dictated by available tooling, and for quick and effective design work it is recommended to speak with manufacturers so that design can be done around their standard operating .Understanding and Applying Tolerances for Sheet Metal Bending Processes Proper tolerancing for sheet metal bending jobs is important for making your designs ready for manufacturing. This post will briefly explain where the variations come from, and what the holdable tolerances could be for usual shop floor operations. . If the bending radius . What Is Bend Radius? The bend radius refers to the inner radius of curvature in a bent metal part, where ‘t’ represents the material thickness. This parameter is crucial in sheet metal fabrication and structural design. During the bending process, the material undergoes significant stress distribution.
sheet metal bend radius guide
Use this sheet metal bending design guidelines when designing your parts for manufacturing. 1. Bend Relief 2. . suitable for designs where the bend radius is not too tight, . Standard sheet metal bending tolerances for reference: Feature: Tolerance: Forming or . Input Material Thickness and Inner Radius: • Enter the precise sheet thickness and desired inner bend radius. • The calculator will instantly provide the K-factor, Y-factor, and neutral layer position, crucial for accurate . When bending sheet metal, the inside of the bend compresses and the outside of the bend stretches. To figure the developed length of the bend for the flat pattern of a part. The sin 1 degree x arc x (inside bend radius + 1/3 stock thickness) = developed length around the bend.Sheet Metal Gauge Size Chart ; Bend Allowance Equation and Calculator . The minimum bend radii data contained within the given charts are measured to the inside of the bend. The bend radii listed are standard minimum for manufacturing for aerospace and space applications. Commercial sheet metal radius are created with less concern for .
Sheet metal bending can be done using many methods. We discuss those along with springback, bend allowances, k factor, design tips etc. . constant; ir – inside radius (mm); t – sheet thickness (mm) Bend allowance formulas: For bends between 0 and 90 degrees, the formula is as follows: ß – bending angle (°) . then by default ISO .90-DEGREE COLD FORMING OF SHEET The radii listed are the minimum recommended for bending sheets and plates without fracturing in a standard press brake with air bend dies. Other types of bending operations may require larger radii or permit smaller radii. The minimum permissible radii will also vary with the design and condition of the tooling.
It’s true that the harder and thicker the plate is, the greater the minimum bend radius. The minimum inside bend radius is even larger when bending with the grain. In steel between 0.5 and 0.8 in. thick, grade 350 and 400 may have a minimum bend radius of 2.5 times the material thickness when transverse bending, while longitudinal bending may .
The default bend radius in SOLIDWORKS is 0.100”, a specification that requires specialty tooling to achieve. We recommend changing the bend radius to 0.030”, the industry standard for sheet metal with a thickness of up to 0.125”. For thicker metals, we can help you determine the appropriate bend radius. To set a bend radius in SOLIDWORKS:To edit the default bend radius, bend allowance or bend deduction, or default relief type: In the FeatureManager design tree, right-click Sheet-Metal and click Edit Feature . Under Sheet Metal Gauges , select Use gauge table , and select a table .The K-factor in sheet metal bending represents the ratio between the thickness of the metal and an invisible line called the “neutral axis.” . (BA) by using the K , Bend Radius (R), Bend Angle (A) and Material Thickness using the formula below. BA=Pi*(R+K*T)*A/180. In this formula: K represents the K-factor. BA is the bend allowance. A is .The standard sheet metal bend formula delivered with Solid Edge is: PZL = * (BR + (NF * THK)) * BA / 180 Where: PZL = Plastic Zone Length. BR = Bend Radius. NF = Neutral Factor. THK = Material Thickness. BA = Bend Angle. Modifying Example Formulas. To modify one of the example formulas delivered with Solid Edge, you must use Visual Basic 4.0 or .

This approach enables more precise control over the sheet metal bending process. Consider Additional Bending Parameters: Apart from the K-factor, take into account other factors such as bend radius, bend angle, and part thickness. These parameters work together to determine the best practices for sheet metal bending. Bend Radius. Fabricators can only bend sheet metal so far before damaging it, and we call that smallest possible inner curvature the bend radius (or internal radius.) You can slash your lead time and avoid the high cost of custom tooling by designing your part’s bend radius to 0.030"—the industry standard for sheet metal up to 0.125" (⅛ .Upload your flat pattern with bend lines, or your 3D sheet metal model, to get instant pricing and manufacturability feedback. . Our standard bend angle tolerances are +/- 1.0 degree. Clear Communication, Instant Feedback. Designing parts for precision bending can be complicated. In a bending process, radius, k-factor, and part geometry are .
sheet metal bend radius chart
radius of regular 90 bend
large radius sheet metal bending
304 stainless steel bend radius
In this article, I have covered the standard CNC milling parts, tools commonly used with the machine, factors affecting the cost of a CNC mill, and how CNC machining works. I hope that you’ve got the basics of this important manufacturing process.
standard sheet metal bend radius|radius of regular 90 bend