find the center of part on x axis cnc This blog provides a clear and concise guide on how to use this tool effectively to find the center on your lathe. With step-by-step instructions and helpful tips, it's a must-read for . We specialize in the high precision CNC machining of electronic and medical PCB enclosures, aluminum castings, forgings, thin-walled parts, motors, pumps, generator housings, end bells, electrical connectors, and more.
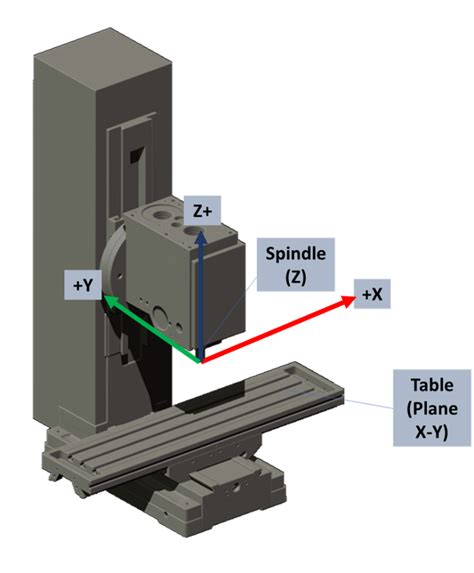
0 · cnc x y z axis
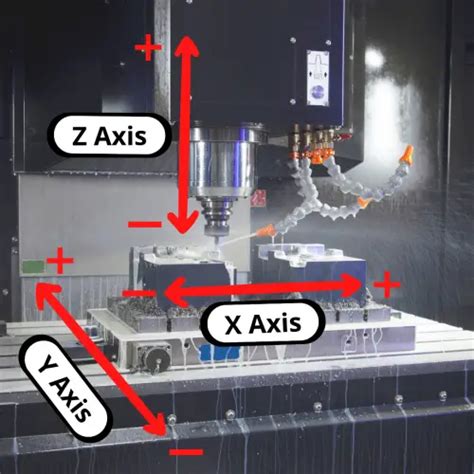
1 · cnc machine coordinates
2 · cnc coordinates x y z
3 · cnc coordinate system explained
4 · cnc centering tool
5 · cnc 3 axis machine
6 · cnc 3 axis lathe
7 · cartesian coordinates for cnc
Wholesale sheet metal spinning part factories play a crucial role in the supply chain for various industries. These factories specialize in the production of spun metal components, using advanced machinery and techniques to shape raw materials into precise and intricate designs.
Using an X, Y or Z code in a CNC program tells the machine to go to a specific location along those axes. Location changes can be in one or more axes. If only a Z axis . The best way to find the centerline of a bar is to first establish Z center by using an indicator on one side. Note this as Z center and then swing your indicator to get zero and raise .
This blog provides a clear and concise guide on how to use this tool effectively to find the center on your lathe. With step-by-step instructions and helpful tips, it's a must-read for .
di2 junction box s-works shiv tt module
I draw an X in the center and use a v-bit to set XY zero. When ever possible I allow for a margin around the outside for cutout. If you don't have a margin around the outside, use . How To Find The Center Coordinate Of A Circle In CNC Machining Center. 1. Stick the dial indicator on the main shaft and move it to the center of the circle first. Manually rotate the dial indicator around the center of the shaft . There are multiple ways to find the center of the hole on your part, including the use of different indicators and strategies.Centering Indicator Mill Use: A centering Indicator is a useful tool. It really improves speed and accuracy when trying to locate the axis of a cylindrical part or feature, or locating a future hole precisely by just using a punch mark and the .
The part is clamped in a vise, bolted to our machine table, and squared to the machine axes. This keeps the WCS X-axis aligned with the machine’s X-axis. The left part of the face sits against a Vise Stop. This .
cnc x y z axis
Find your part zero quickly and accurately with CNCCookbook's 8 methods for locating it on your CNC machine. Increase your efficiency today. Make the center of rotation the program zero point in X and Z and choose a common workpiece surface in the Y axis. With this method, only one program zero point is .
Never did understand why Haas couldn't put their "A" axis on center of rotation. #Axis shift shft_misc_r : 0 #Read the axis shifts from the misc. reals #Part programmed where machine zero location is WCS origin- #Applied to . At the end of the session I attempted to G28 the machine to ref with MDI mode before working on another project. The X-axis moved about four inches left of center and produced an "Alarm 530 +X axis overtravel". I can't get the machine to reset. Fanuc OMD control. It is the early series CNC control box with the rotary switches rather than push .
Need a fast and effective solution on finding Y axis center on a lathe. In the shop we have a Haas 15y wit probe arm so theres no issue with Z and X axis but I have to do Y axis manually. We dont have an coaxial indicator and facing and looking for pip removal position is too slow. Does anyone have a solution?
Once your Y0 is set that way, assume that your turning tools, radial live holders, etc are all at Y0 unless your machining tells you otherwise (e.g. turning tool leaving a nib, Y-axis milled feature not on center). For the X offsets, I would make a cheat sheet for the X0 position of all the ID holder and axial live holder types. Discover the benefits of 5-axis CNC machining in precision manufacturing. From enhanced accuracy to faster production and optimized tooling, learn how 5-axis technology is transforming aerospace, medical, and automotive industries with complex geometries and high-quality finishes. Explore why investing in 5-axis machines could elevate your manufacturing .
So I want to use a tooling ball method of finding center of A axis tilt,taking 3-6 YZ readings at various A axis angles. . I then store COR in G59 and it stays there forever. Sometimes I'll put 3 axis parts on the trunnion to save setup time since I don't have to pick up a work offset. . New CNC 5 axis Mattia9793; Mar 24, 2024; CNC .
The right way to find centerline is with a test bar in the spindle. On a table/table machine, finding the rotary center is really easy, just put an indicator on the table and find the spot in X/Y where the test bar is centered. Then finding the tilt center is . For some reason I was interpreting his post as asking about squareness of the Y axis to the X axis. I do like the video and magnetic square though. When I was a machinist all we had was a dial indicator. It was always fun to watch the new employees tram in a head on a bridgeport. Talking days for some. Hey everyone. Have you seen Bucky’s Customs’ latest video yet? In this video, Dana shows us the best and easiest way to find the origin/starting point.
I have a 4th axis rotary table setup added to a conventional 3 axis vertical mill. So there is XYZA axis in total. When I generate the G-code for continuous 4th axis milling, the G-code only generates standard 3 axis control with XZA axis motions for milling things on the rotary table. Y axis is essentially fixed all the time. Write down the number and save it for later because this is the x axis offset for this tool and it won't (shouldn't) change. The Haas OD blocks x offset should be stored in the parameters/settings somewhere. When you push x axis to centerline (iirc) button in the offsets page it enters the number from the parameters.
di2 junction box specialized shiv tt
This is a two-part problem: You need to find center of rotation of a rotary table, relative to spindle rotation. This can be done with indicator in spindle of mill, checking the center hole (or plug if you have made one), and getting the spindle centered on the rotary table center. On a cnc I just ran it down to the same Z both sides, on a manual machine I would just use the quill stop. ON the Fadal I ran quite a bit there was a macro to use and edgefinder to take 2 points and set either X or Y to the mid position, or take 3 points on the outside of a round, or the inside of a hole.even when cutting air, the tool will find itself around .2" from home. Nothing appears to be loose, my x axis ballscrews turn freely. I'm using mach3 as my control software and am generating my parts from MakerCam. any other things to try and narrow this down? This is very strange.Centering Indicator Mill Use: A centering Indicator is a useful tool. It really improves speed and accuracy when trying to locate the axis of a cylindrical part or feature, or locating a future hole precisely by just using a punch mark and the .
How to Find Center on a 4-Axis & Z-Axis Tool Setting Steps. When dealing with a 4-axis system, the 4 axes are typically referred to as the A-axis, which is a rotational axis. For example, if you have a circular workpiece, the coordinate system is usually placed at the center of the circle. To find the center of the circle, you can follow these . First option, use O9812 () to find center of x and y, somewhere just off of center so I am not hitting the corner, but rather some section of the flat. Of course, the machine will approach from one axis only, instead of normal to the surfaces. I know this can kind of work, but i feel approaching normal to each surface would be more accurate.
cnc machine coordinates
cnc coordinates x y z
Not quite, but the general idea in a way. I have programmed gang tooling lathes (Hardinge Conquest to name one), and get that idea, and the going beyond center of x-.020. The lathe I have ia NakaTome with fanuc 11TE control, and a single turrett. Using your example of x-.020 to face beyond center, I would actually program X.020 (X positive). The fun part is that when you do C-X contouring the old school way you also have to convert your inch per minute feed to degrees per minute. Every line needs its own feed rate. If you think about the cutter path, you'll see as the end mill approaches the center of the flat the C-axis needs to rotate further (more degrees) reletive to the X-axis.Study with Quizlet and memorize flashcards containing terms like Which of the following controlled the movements of NC machines?, Which of the following is a benefit of CNC machines?, Which CNC machine uses force to create bends or holes in sheet metal? and more. X-Axis: The X-axis is the horizontal axis that runs parallel to the bed of the lathe. It controls the movement of the cutting tool along the length of the workpiece. By adjusting the X-axis, the tool can move closer or farther from the centerline of the workpiece, allowing for precise machining operations such as facing, turning, and boring.
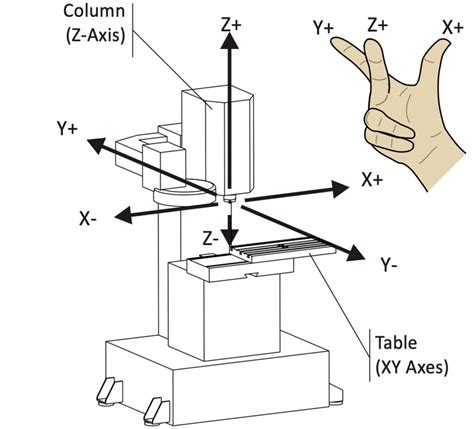
diagram of septic sustem distribution box
G43.4 X** Y** Z** H1 (for the haas control, you want to state your X-Y-Z move on the TCPC enable command because it is assumed that you've tilted your part and you've specified your 'safe approach position' in part coordinates and not machine coordinates) We just finished installing new X axis thrust bearings. The machine homed fine and the X showed a position of 11.800, this is normal. We then set several tools using the toolsetter and ran a program, those tools worked fine. We always set the center cutting tools at X0. For some reason X0 for those tools is now at about .508 diameter on the part. Does anyone know how to align a part using both B and C axis. (Mikron HPM450 with a Heidenhain 530i) We have aligned the part to both B and C axis but when running the program it gets lost when it comes to machining a hole at a compound angle. If we align the part to the bed of the machine the program works fine.
To "find center" on the drills he has me eye ball it with a piece he made out of aluminum and made a taper to a point. I get the point of the work piece and the drill point as close as i can and try to bring them on center. . Run the spindle at 100rpm and use the height adjuster on the tool block and the X axis hand wheel to get close . If you mean how to hold and ceter a round part, then you will need some type of chuck that is bolted to the table, and it presents the work towards the spinlde. You then indicate the part in with an indicator in the spindle. If you have more material for soft jaws, cut the jaws with the correct diameter of your part. Insert the part in you jaws.Even a running bridgeport clone 2 axis cnc is going to be at least 5k plus tooling, materials, other services it just isn't getting done buying a machine. . Not sure of how much time you have but you can find all sorts of used CNC machines that need a little TLC for cheap. It will take you some time to gain the skills to use them, and you'll .
cnc coordinate system explained
Buy stainless steel lunch box from Golmate at best prices, perfect for those looking for quality & eco-friendly lunch containers. Get great deals at our website.
find the center of part on x axis cnc|cnc machine coordinates