edge treatment in sheet metal work There are numerous types of edges, joints, seams, and notches used to join sheet-metal work. We will discuss those that are most often used. Edges are formed to enhance the appearance of the work, to strengthen the piece, and to eliminate the cutting hazard of the raw edge. Whether you're creating intricate designs in wood, precise cuts in metal, or detailed engravings on glass and plastic, CNC routers offer unmatched versatility and accuracy. In the past, achieving such precision manually was arduous and often led to inconsistent results.
0 · sheet metal hem treatment
1 · sheet metal grinding edge treatment
2 · roll formed parts edge treatment
3 · how to deburring sheet metal
4 · how to deburring metal edges
5 · edge treatment for sheet metal
6 · edge grinding for sheet metal
7 · basic edge treatments
May 6, 2019 - View this item and discover similar for sale at 1stDibs - A beautiful and substantial copper metal Japanese box with elaborate raised, debossed or 'repousse' design: elaborate dragon, Japanese writing, Greek Key-like
There are numerous types of edges, joints, seams, and notches used to join sheet-metal work. We will discuss those that are most often used. Edges are formed to enhance the appearance of the work, to strengthen the piece, and to eliminate the cutting hazard of the raw edge.Sheet metal projects often require edge treatment: To make edges safe to handle. Common edge treatments used in basic sheet metalwork are: The wired edge. These edge treatments are .
Hemming an edge on sheet metal is not all that difficult and can be accomplished using a bending brake or English wheel. If your kit or plans call for this type of edge treatment, . Hemming is a common metalworking process mainly carried out to reinforce an edge, hide burrs or just improve the overall appearance of sheet metal parts. When hemming is carried out in a way that a joint between two .Edge bending is used to eliminate sharp edges, to provide geometric surfaces for purposes such as joining, protecting the part, increasing stiffness, and for cosmetic appearance. Flanging is bonding and forming technology used in . Hemming is commonly used to conceal an edge or a burr, to provide added strength, or to achieve a smooth aesthetic appearance. At Approved Sheet Metal, we rely on our advanced press brake for all custom .
sheet metal hem treatment
Keeping cutting conditions under control and avoiding edge splitting can be challenging. The first typical mode of edge splitting is when the edge of the material, sheared with recommended clearance providing no burr, still has . Sheet metal that is sheared undergoes a predictable process and yields a predictable cross-sectional profile. Typically during shearing, as the punch initially engages the sheet metal, it pulls the material downward, slightly .There are numerous types of edges, joints, seams, and notches used to join sheet-metal work. We will discuss those that are most often used. Edges are formed to enhance the appearance of the work, to strengthen the piece, and to eliminate the cutting hazard of the raw edge.
Stationary carbide knives or flat files for smoothing the edges are easy to incorporate into a low-speed operation. For sheet metal, support rolls are needed near the knives or files. Grinding uses driven side rolls (see Figure .Sheet metal projects often require edge treatment: To make edges safe to handle. Common edge treatments used in basic sheet metalwork are: The wired edge. These edge treatments are shown in the pictorial sketches and pattern developments on the . Hemming an edge on sheet metal is not all that difficult and can be accomplished using a bending brake or English wheel. If your kit or plans call for this type of edge treatment, it should include the procedures and a list of recommended equipment. Hemming is a common metalworking process mainly carried out to reinforce an edge, hide burrs or just improve the overall appearance of sheet metal parts. When hemming is carried out in a way that a joint between two sheet metal parts is created, it is called seaming but more on that later.
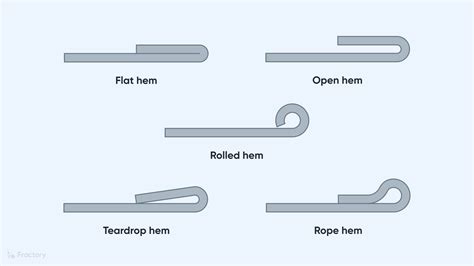
Edge bending is used to eliminate sharp edges, to provide geometric surfaces for purposes such as joining, protecting the part, increasing stiffness, and for cosmetic appearance. Flanging is bonding and forming technology used in sheet-metal forming. Hemming is commonly used to conceal an edge or a burr, to provide added strength, or to achieve a smooth aesthetic appearance. At Approved Sheet Metal, we rely on our advanced press brake for all custom sheet metal hemming. Here’s a look at the four most common types of sheet metal hems that we use: 2.0.1 1. Closed hem. 2.0.2 2. Teardrop hem. Keeping cutting conditions under control and avoiding edge splitting can be challenging. The first typical mode of edge splitting is when the edge of the material, sheared with recommended clearance providing no burr, still has insufficient formability for the current die design. In this case, multiple crosshatch cracks can occur (see Figure 3a).
Sheet metal that is sheared undergoes a predictable process and yields a predictable cross-sectional profile. Typically during shearing, as the punch initially engages the sheet metal, it pulls the material downward, slightly drawing the material into the clearance, which creates rollover.As we mentioned above, sheet metal hemming is a process of folding the edge of a single metal sheet back onto itself to create a clean, finished edge. This is typically done by bending the metal over a die or roller, resulting in a 180-degree fold or a tighter, more acute angle.
There are numerous types of edges, joints, seams, and notches used to join sheet-metal work. We will discuss those that are most often used. Edges are formed to enhance the appearance of the work, to strengthen the piece, and to eliminate the cutting hazard of the raw edge.
Stationary carbide knives or flat files for smoothing the edges are easy to incorporate into a low-speed operation. For sheet metal, support rolls are needed near the knives or files. Grinding uses driven side rolls (see Figure .Sheet metal projects often require edge treatment: To make edges safe to handle. Common edge treatments used in basic sheet metalwork are: The wired edge. These edge treatments are shown in the pictorial sketches and pattern developments on the . Hemming an edge on sheet metal is not all that difficult and can be accomplished using a bending brake or English wheel. If your kit or plans call for this type of edge treatment, it should include the procedures and a list of recommended equipment.
Hemming is a common metalworking process mainly carried out to reinforce an edge, hide burrs or just improve the overall appearance of sheet metal parts. When hemming is carried out in a way that a joint between two sheet metal parts is created, it is called seaming but more on that later.Edge bending is used to eliminate sharp edges, to provide geometric surfaces for purposes such as joining, protecting the part, increasing stiffness, and for cosmetic appearance. Flanging is bonding and forming technology used in sheet-metal forming. Hemming is commonly used to conceal an edge or a burr, to provide added strength, or to achieve a smooth aesthetic appearance. At Approved Sheet Metal, we rely on our advanced press brake for all custom sheet metal hemming. Here’s a look at the four most common types of sheet metal hems that we use: 2.0.1 1. Closed hem. 2.0.2 2. Teardrop hem. Keeping cutting conditions under control and avoiding edge splitting can be challenging. The first typical mode of edge splitting is when the edge of the material, sheared with recommended clearance providing no burr, still has insufficient formability for the current die design. In this case, multiple crosshatch cracks can occur (see Figure 3a).
Sheet metal that is sheared undergoes a predictable process and yields a predictable cross-sectional profile. Typically during shearing, as the punch initially engages the sheet metal, it pulls the material downward, slightly drawing the material into the clearance, which creates rollover.
sheet metal grinding edge treatment
roll formed parts edge treatment
how to deburring sheet metal
metal wolf chaos x box scans
Next Wave HD500, HD510, and HD520 CNC Machines plus a FREE Water-Cooled Spindle or 7W Laser Mail In Offer.
edge treatment in sheet metal work|edge treatment for sheet metal