edge treatment for sheet metal Stationary carbide knives or flat files for smoothing the edges are easy to incorporate into a low-speed operation. For sheet metal, . See more $24.99
0 · what is sheet metal hemming
1 · sheet metal seam
2 · sheet metal heming angle
3 · sheet metal hem treatment
4 · sheet metal grinding edge treatment
5 · sheet metal die hemming
6 · roll formed edge treatment
7 · edge grinding for sheet metal
Summary: One of the mistakes often made is over loading an electrical box with too many wires. This will cause switches and outlets to not fit correctly and could even cause wires to become damaged. This information will help you plan .
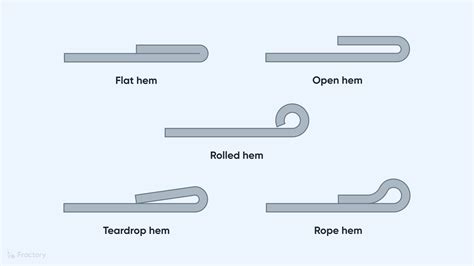
A hem is a flange that has been bent more than 180 degrees. Hemming is used widely in sheet metal operations. Four types of hems are the flattened hem, open hem, teardrop hem, . See more
Burrs can arise during slitting. Normally this results in a nick (shiny) and a break (dull) area on the slit edge. If the line is straight between the nick and the break and the fracture is clean, it is a good edge. If the line is uneven or the break is rough, it is a bad edge . See more
Stationary carbide knives or flat files for smoothing the edges are easy to incorporate into a low-speed operation. For sheet metal, . See more
Hemming is a common metalworking process mainly carried out to reinforce an edge, hide burrs or just improve the overall appearance of sheet metal parts. When hemming is carried out in a way that a joint between two .
This edge treatment method is formed by curling the edge of the metal sheet into an arc shape, with a curling angle of more than 180º. Rolled hems are a common choice among .
Smoothing sheet metal edges is an essential process to eliminate sharp, jagged edges that can pose safety hazards and impair the functionality and aesthetics of metal parts. Several methods can be employed to effectively . Sheet metal is often “hemmed” with a single or double fold to eliminate sharp edge exposure. Hemming an edge on sheet metal is not all that difficult and can be accomplished . Deburring sheet metal edges is an essential step in achieving high-quality workmanship in metal fabrication. It involves removing the sharp, rough edges left after cutting, which not only enhances the appearance of the . Stationary carbide knives or flat files for smoothing the edges are easy to incorporate into a low-speed operation. For sheet metal, support rolls are needed near the knives or files. Grinding uses driven side rolls (see Figure .
Hemming is a common metalworking process mainly carried out to reinforce an edge, hide burrs or just improve the overall appearance of sheet metal parts. When hemming is carried out in a way that a joint between two sheet metal parts is created, it is called seaming but more on that later.This edge treatment method is formed by curling the edge of the metal sheet into an arc shape, with a curling angle of more than 180º. Rolled hems are a common choice among manufacturers for edges on figures, cabinets, and doors, as they provide an attractive appearance and a safe handling experience. Smoothing sheet metal edges is an essential process to eliminate sharp, jagged edges that can pose safety hazards and impair the functionality and aesthetics of metal parts. Several methods can be employed to effectively smooth sheet metal edges, each with its own suitability based on the material, size, shape, and desired finish of the component.
Sheet metal is often “hemmed” with a single or double fold to eliminate sharp edge exposure. Hemming an edge on sheet metal is not all that difficult and can be accomplished using a bending brake or English wheel. Deburring sheet metal edges is an essential step in achieving high-quality workmanship in metal fabrication. It involves removing the sharp, rough edges left after cutting, which not only enhances the appearance of the product but also ensures safety and functionality.There are a number of ways to remove sharp edges and burrs quickly and affordably from metal parts, including vibratory finishing and barrel tumbling. Here, you’ll get an overview of 5 common deburring methods to help you determine the best deburring process for your metal parts.To create a safer product, we are able to remove any sharp edges and edge imperfections that may result from metal cutting. We can run metal through an edging and deburring processes that adds a “safety edge” to your final products. Edge rolling capacity: 1/2” to 10” wide; deburring capacity: 1/2" to 10” wide.
Sheet metal projects often require edge treatment: To make edges safe to handle. Common edge treatments used in basic sheet metalwork are: The wired edge. These edge treatments are shown in the pictorial sketches and pattern developments on the .
atex explosion proof junction box
Edge bending is used to eliminate sharp edges, to provide geometric surfaces for purposes such as joining, protecting the part, increasing stiffness, and for cosmetic appearance. Flanging is bonding and forming technology used in sheet-metal forming.
Stationary carbide knives or flat files for smoothing the edges are easy to incorporate into a low-speed operation. For sheet metal, support rolls are needed near the knives or files. Grinding uses driven side rolls (see Figure . Hemming is a common metalworking process mainly carried out to reinforce an edge, hide burrs or just improve the overall appearance of sheet metal parts. When hemming is carried out in a way that a joint between two sheet metal parts is created, it is called seaming but more on that later.
what is sheet metal hemming
This edge treatment method is formed by curling the edge of the metal sheet into an arc shape, with a curling angle of more than 180º. Rolled hems are a common choice among manufacturers for edges on figures, cabinets, and doors, as they provide an attractive appearance and a safe handling experience. Smoothing sheet metal edges is an essential process to eliminate sharp, jagged edges that can pose safety hazards and impair the functionality and aesthetics of metal parts. Several methods can be employed to effectively smooth sheet metal edges, each with its own suitability based on the material, size, shape, and desired finish of the component. Sheet metal is often “hemmed” with a single or double fold to eliminate sharp edge exposure. Hemming an edge on sheet metal is not all that difficult and can be accomplished using a bending brake or English wheel.
Deburring sheet metal edges is an essential step in achieving high-quality workmanship in metal fabrication. It involves removing the sharp, rough edges left after cutting, which not only enhances the appearance of the product but also ensures safety and functionality.There are a number of ways to remove sharp edges and burrs quickly and affordably from metal parts, including vibratory finishing and barrel tumbling. Here, you’ll get an overview of 5 common deburring methods to help you determine the best deburring process for your metal parts.To create a safer product, we are able to remove any sharp edges and edge imperfections that may result from metal cutting. We can run metal through an edging and deburring processes that adds a “safety edge” to your final products. Edge rolling capacity: 1/2” to 10” wide; deburring capacity: 1/2" to 10” wide.Sheet metal projects often require edge treatment: To make edges safe to handle. Common edge treatments used in basic sheet metalwork are: The wired edge. These edge treatments are shown in the pictorial sketches and pattern developments on the .
sheet metal seam
sheet metal heming angle
Pre-configured self-contained Cat6 surface-mount box provides up to six RJ45 connections in applications where in-wall installation is impossible. Recommended for audio/video, voice and Ethernet applications.
edge treatment for sheet metal|sheet metal seam